- Machine Configuration
1.1 System configuration
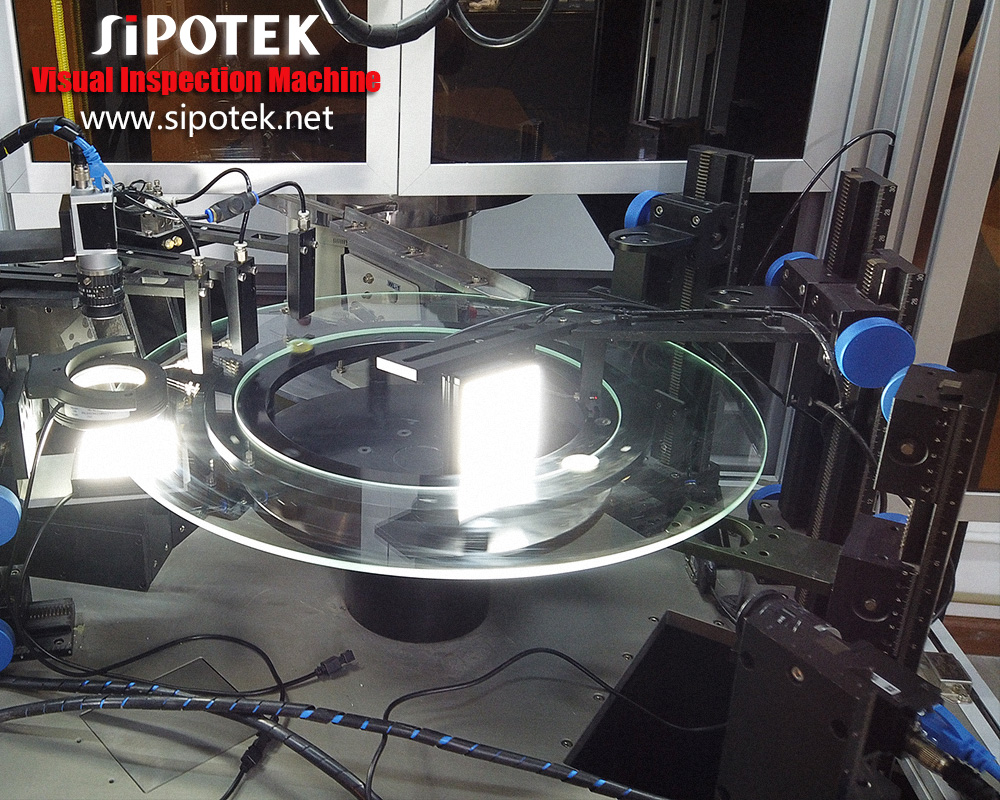
Picture 1-1 shows the complete frame of our inspection system. The whole machine is mainly composed of the overall frame structure, the Internal Host, the Light Source Controller, the Plc Control System, the Servo Motor, the Rotary Carrier, the Camera Bracket, the Image Acquisition Device and the Display Screen.

Picture1-1 The Inspection Machine
- The overall frame structure provides holding and protection for related devices inside.
- The Internal Host is mainly conducting image processing software system.
- The light source controller mainly controls the illumination of objects to be inspected.
- The Plc control system controls the start or stop action and rotary action of the servo motor, and take records for camera actions such as trigger and aspiration position.
- The servo motor is installed under the rotary carrier and control the motion of the carrier with adjustable speed.
- The rotary carrier is to carry the feeding objects from vibration feeder on the glass plate, then carry the objects to specific position where is ready for imaging acquisition, which will be transferred to the upside software system and being processing with results of good or negative.
- The camera brackets is used to support cameras on specific position.
- The Image Acquisition Device is composed of cameras and lenses.
- The Image processing software system evaluate images quality based on specific software setting.
- The display screen shows operation interface for image procedures and inspection results.
1.2 The Feeding Structure
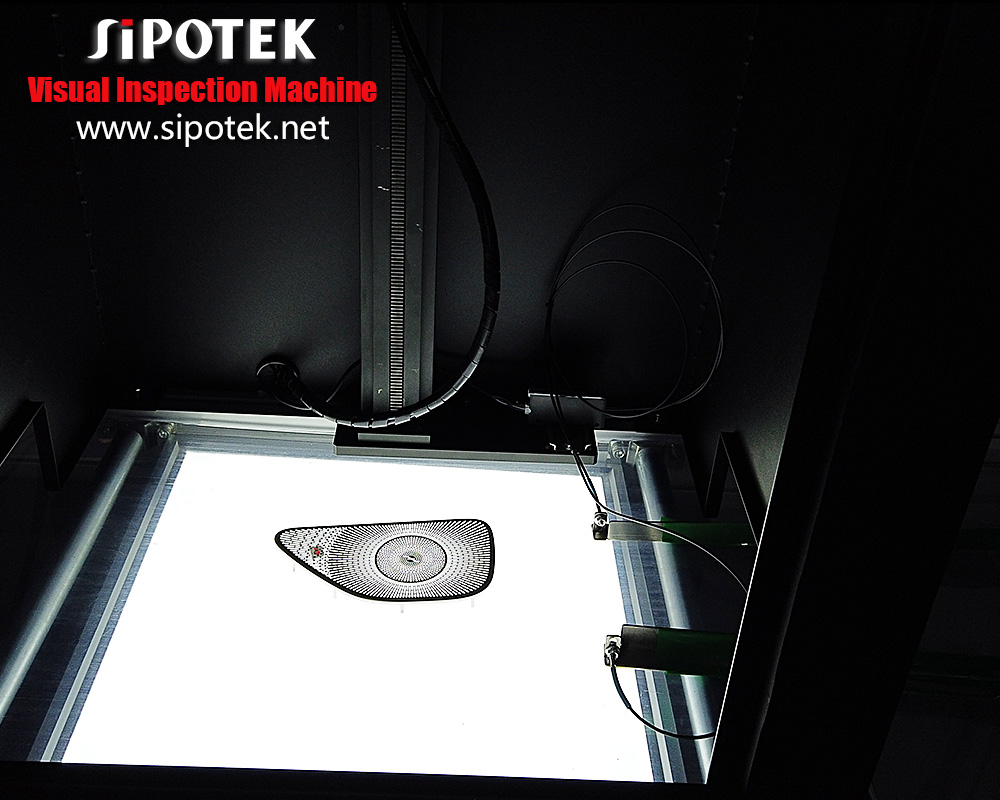
We use the vibration feeder (Picture1-2) to make objects ready and keep consistent for the next action. Then they will be carried to the rotary glass plate and reach a specific position for image processing.

Picture1-2 The Vibration Feeder
1.3 The Rotary Carrier
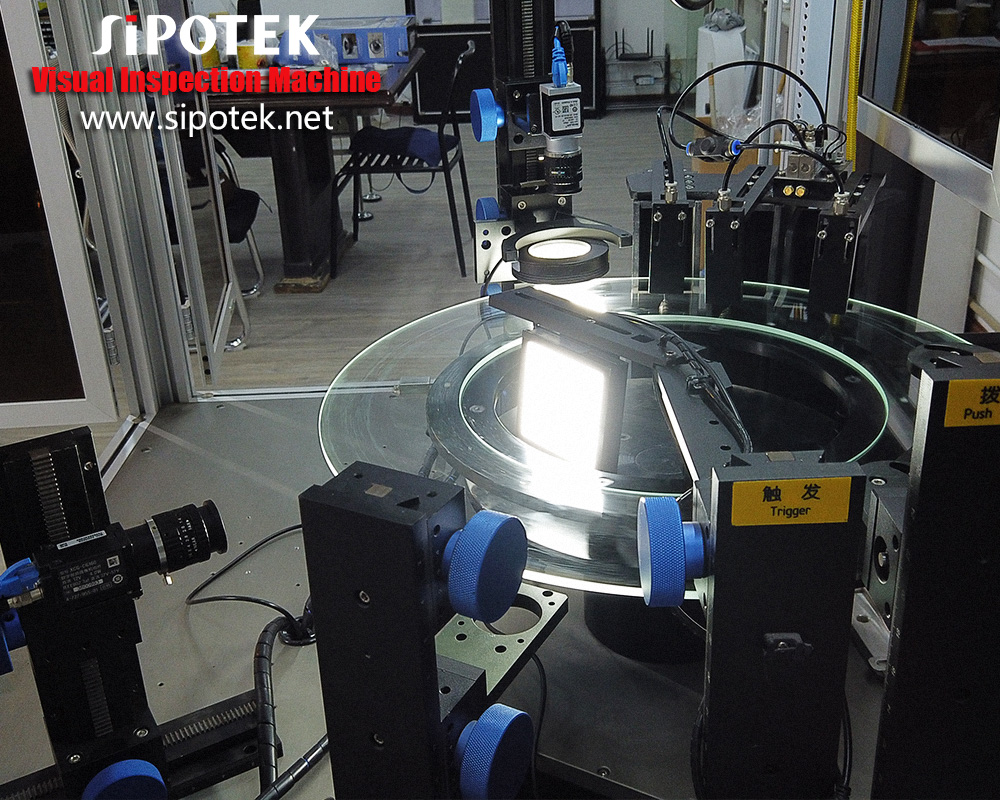
The rotary carrier (Picture 1-3) is also called a glass turntable plate. When the objects-to-be-inspected are carried through the vibration feeder to the rotary plate, they will be took photos by specific cameras in different position. Then the collect imaging data will be transmitted to the upside host computer software system and will be processed and evaluated with results, which will be transferred to the downside Plc control system that will take the sorting action via the nozzle to dived good or negative objects.
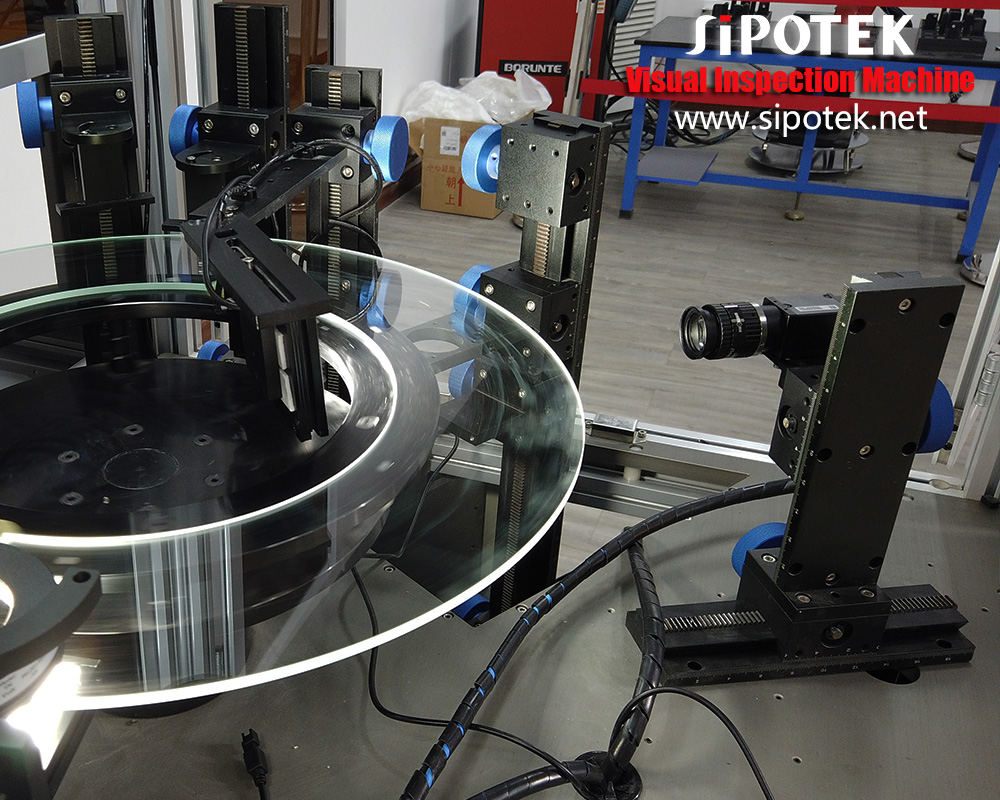
Picture 1-3 The Rotary Carrier
1.4 Downside Control System
The picture 1-4 shows the downside control system, including Plc controller, Servo motor drive, the Host, Power Source, the Servo motor and etc.

Picture 1-4 The Downside Control System
In the working process, through specific operation of the upside control interface delivering actions to the downside Plc control system, the whole downside control system can adjust the turntable motion (forward rotation, reverse rotation, speed-change). Meanwhile the cameras are triggered by photoelectric sensor. A trigger signal is transmitted to Plc. Base on the time need for objects carrying to different camera positions, the Plc will finally determine the trigger time need for different cameras.
Above mentioned is a brief introduction of our Optical sorting machine structure.
- 2. Software Functions
Currently our optical sorting machine can achieve inspections as below:
- Circle dimension measurement (Inner and outside diameters and balance, thickness);
- Line to line distance (Suitable to measure regular rectangles in the length, height, width, step and step width);
- Dot to dot distance (Suitable to measure bur size, dot to dot size);
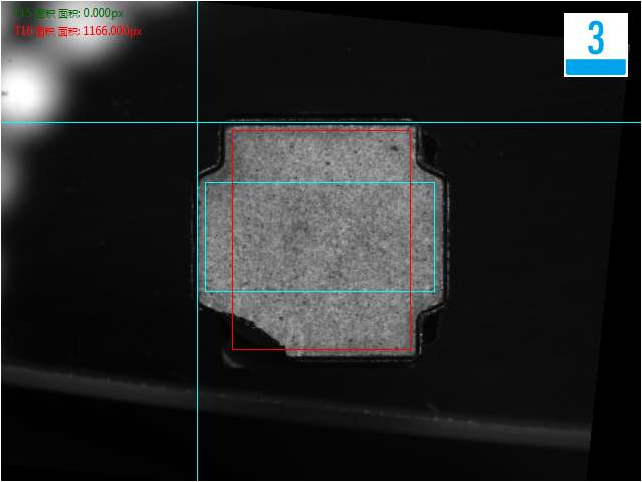
- Area measurement (Suitable to measure specific area of parts,decide good or not);
- Screw detection (Suitable to measure external diameter, oblique thread, teeth quantity and distance);
- Positioning (Suitable to detect relative position relationships of parts);
- Defective inspection (Suitable for surface defects, scratches and trace);
- Compare function (Set the template based on good part to match quality of the inspected parts):
- OCR recognition (Suitable for different character recognition);
- Angle measurement (Suitable for appropriate angle between edges);
- Template matching (Suitable to use the established template to search the same part of the images and output the number and position);
- Inner and outer edges detection (Distinguish inner and outer edges of the parts);
- Block positioning (Position fixed section and measure the dimensions):
- Functions combination (Above mentioned functions can be combined to achieve multiple inspection and measurement task).
All details above are the functions of our optical sorting machine. Some functions can be achieved by using the above mentioned software system. Including dimensional measurement (Circle inner and outer diameter, regular circle length/width, step height, step width), screw inner and outer dimension measurement, gearwheel/gear head/circle thread/root measurement, burrs inspection, surface dust, product completion detection (edge broken, part missing), surface scratches detection, character recognition, character inspection and etc.
Through our inspection software system with combination of these functions, our optical segregation machine can achieve more functions on images-processing, inspection, measurement and recognition.
For more about machine vision inspection system ,you can visit to our website at http://www.sipotek.net
About Shenzhen Sipotek Technology Co., Ltd
Started in 2002, Sipotek Technology is located in Shenzhen in China. The company designs and manufactures visual inspection systems with its avant-garde R&D department and a great experience in artificial vision technologies. Sipotek is a professional machine vision inspection system manufacturer from china.The Sipotek Technology staff supports customers 360 degrees automatd optical inspection(AOI), from listening to their requests to the development of ambitious machines for quality control.

For Media Inquiries:
Contact Person: James Yuan
Company: Shenzhen Sipotek Technology Co., Ltd
Tel: 86-755-36994123
Email: [email protected]